The blood collection tube supplier design puts a strong emphasis on safety and efficiency in clinics. The sterile construction combined with the secure sealing helps to minimize contamination risks to both patients and lab staff. The tubes can be used with vacuum-based blood draw systems, centrifuges, and automated analyzers. blood collection tube supplier are trusted by hospitals to keep sample integrity during the different tests, including serology, molecular diagnostics, and routine blood panels. Their labeling, volume, and additive composition are the same, which makes it easier to process and thus, reduces pre-analytical errors. This combination of features makes blood collection tube supplier an indispensable part of the current laboratory and hospital workflows that support timely and accurate patient diagnostics.

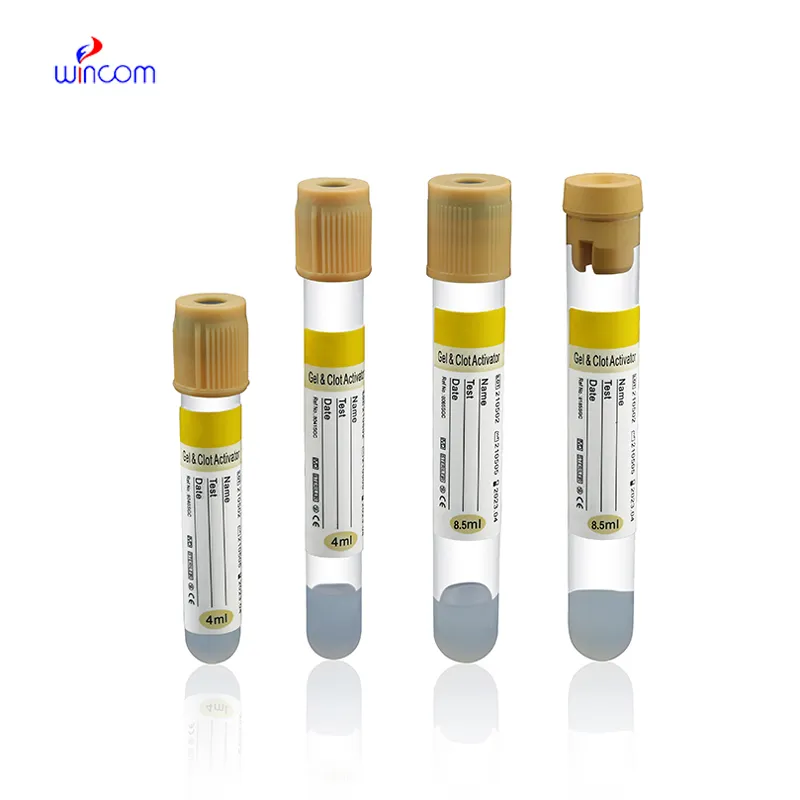
blood collection tube supplier are used in outpatient clinics for routine blood collection during check-ups, diagnostic panels, and follow-up tests. Their pre-filled additives and sterile construction simplify collection procedures, ensure consistent sample quality. Clinic staff use color-coded caps to identify tube types and prevent mix-ups. Tubes are compatible with transportation to central hospital laboratories for processing. By using blood collection tube supplier in outpatient settings, healthcare providers ensure reliable test results while maintaining efficient workflows, supporting preventive care, patient monitoring, and timely diagnosis across multiple clinical departments.

blood collection tube supplier might witness inventive strides in additive technology enabling multi-functional testing from just one blood collection. The tubes could be designed in such a way that they would have substances that maintain the samples for both hematology and biochemical assays, hence making it unnecessary to have multiple blood draws. The hospitals and laboratories will enjoy smooth operation, less patient discomfort, and reduced pre-analytical variability as their main advantages. Cutting-edge monitoring systems might keep an eye on sample conditions and warn personnel in case of any changes. The next blood collection tube supplier will not only magnify operational efficiency but also improve diagnostic reliability thus paving the way for integrated hospital laboratory operations and modern clinical research protocols.
In order to keep blood collection tube supplier in their best state, it is necessary to have cooperation between supply management and laboratory operations. The storage of tubes must be done either vertically or in a manner that is recommended to keep the additives distributed. Heating and cooling should not be done at hospitals for long periods unless so specified. Proper labeling and stock rotation minimize the chances of using outdated products. The use of gloves and clean working surfaces is advised during handling. All these maintenance practices assure that blood collection tube supplier do not lose their performance characteristics, thus allowing laboratories to produce accurate and reproducible results.
Automated laboratory in hospitals heavily depend on blood collection tube supplier that are suitable for centrifuges, analyzers and barcode scanning systems. The process of automation demands the use of tubes that have uniform volume and stable chemical properties. In hectic clinical labs, these tubes help in processing the samples quickly by cutting down the number of hands that handle the sample and keeping the contamination risks low. Information systems in the laboratory can monitor every blood collection tube supplier for the patient's name and testing history. The commonality in the use of the tubes enables hospitals to provide high-volume testing with accurate results in hematology, biochemistry and immunology domains that, in turn, facilitates the management of the workflow and the attainment of the reliable diagnostic outcomes.
Q: What is a Blood Collection Tube used for? A: A Blood Collection Tube is used to collect and preserve blood samples for laboratory testing in hospitals and clinical laboratories. Q: Why do Blood Collection Tubes have different cap colors? A: The various colors of the caps show the specific additives that are meant for different diagnostic tests. Q: Are Blood Collection Tubes sterile? A: Absolutely, these tubes are produced in very tight sterile environments to keep them contamination-free. Q: Can Blood Collection Tubes be reused? A: The tubes are disposable and per patient use only, which is a measure to keep the patient safe and ensure the accuracy of the test. Q: How should Blood Collection Tubes be stored before use? A: Blood Collection Tubes should be stored in a recommended temperature range that is clean and dry.
This x-ray machine is reliable and easy to operate. Our technicians appreciate how quickly it processes scans, saving valuable time during busy patient hours.
The microscope delivers incredibly sharp images and precise focusing. It’s perfect for both professional lab work and educational use.
To protect the privacy of our buyers, only public service email domains like Gmail, Yahoo, and MSN will be displayed. Additionally, only a limited portion of the inquiry content will be shown.
I’m looking to purchase several microscopes for a research lab. Please let me know the price list ...
I’d like to inquire about your x-ray machine models. Could you provide the technical datasheet, wa...
E-mail: [email protected]
Tel: +86-731-84176622
+86-731-84136655
Address: Rm.1507,Xinsancheng Plaza. No.58, Renmin Road(E),Changsha,Hunan,China

 af
af
 es
es
 ar
ar
 tr
tr
 sw
sw
 pt
pt
 th
th
 ur
ur
 bn
bn
 ne
ne
 vi
vi
 km
km
 lo
lo
 de
de
 ru
ru
 fi
fi
 nl
nl
 fa
fa
 fr
fr
 ko
ko